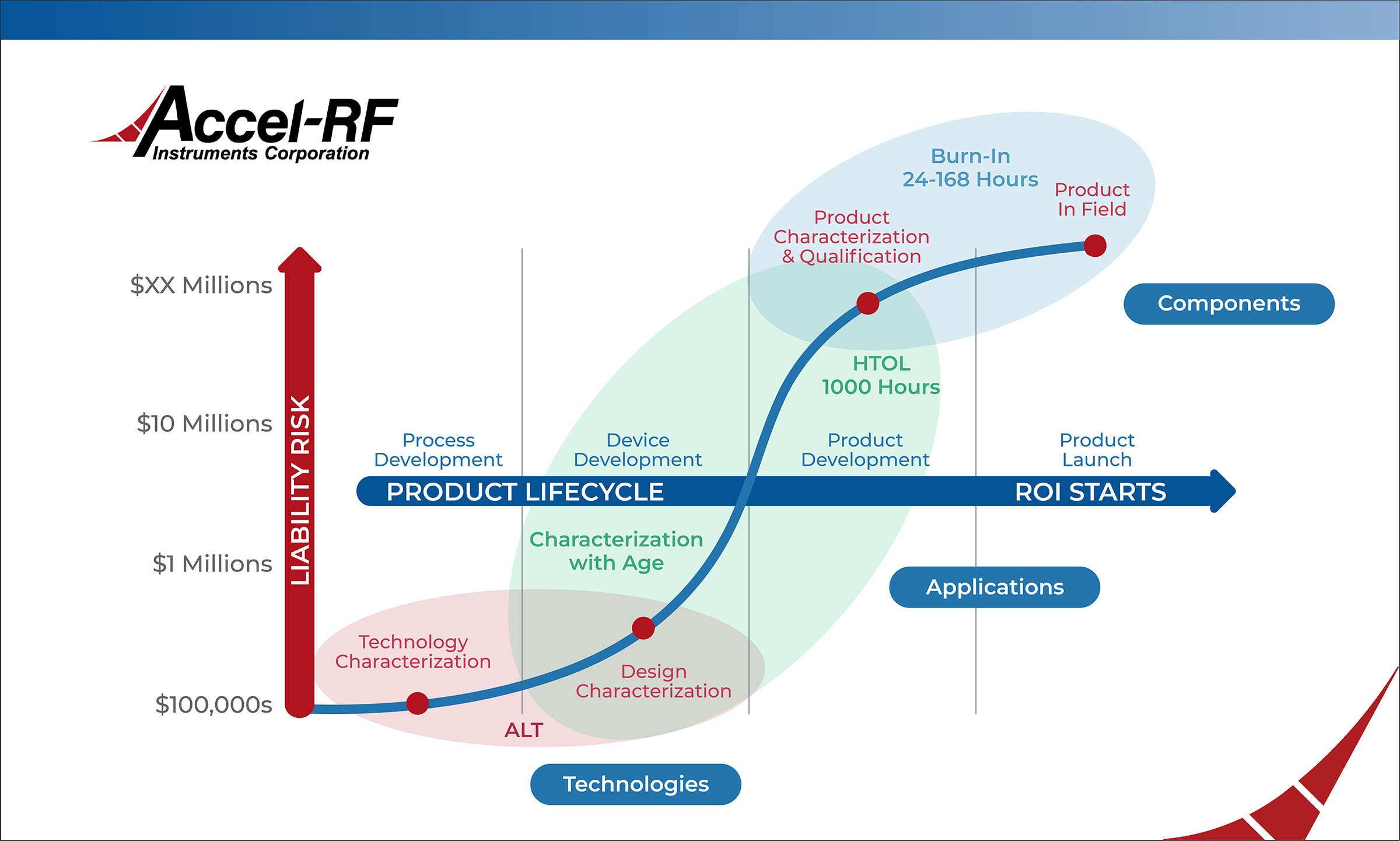
It’s helpful to view these tests in the context of the product development lifecycle. The tests performed early in the process development phase have different requirements and objectives than those performed on finished devices heading into the market. As the product development lifecycle charges ahead, the investment risk of a failure increases at pace. So it’s critical to understand how to leverage each test type to maximize your return on investment.
The Key Objectives of Accelerated Life Testing (ALT)
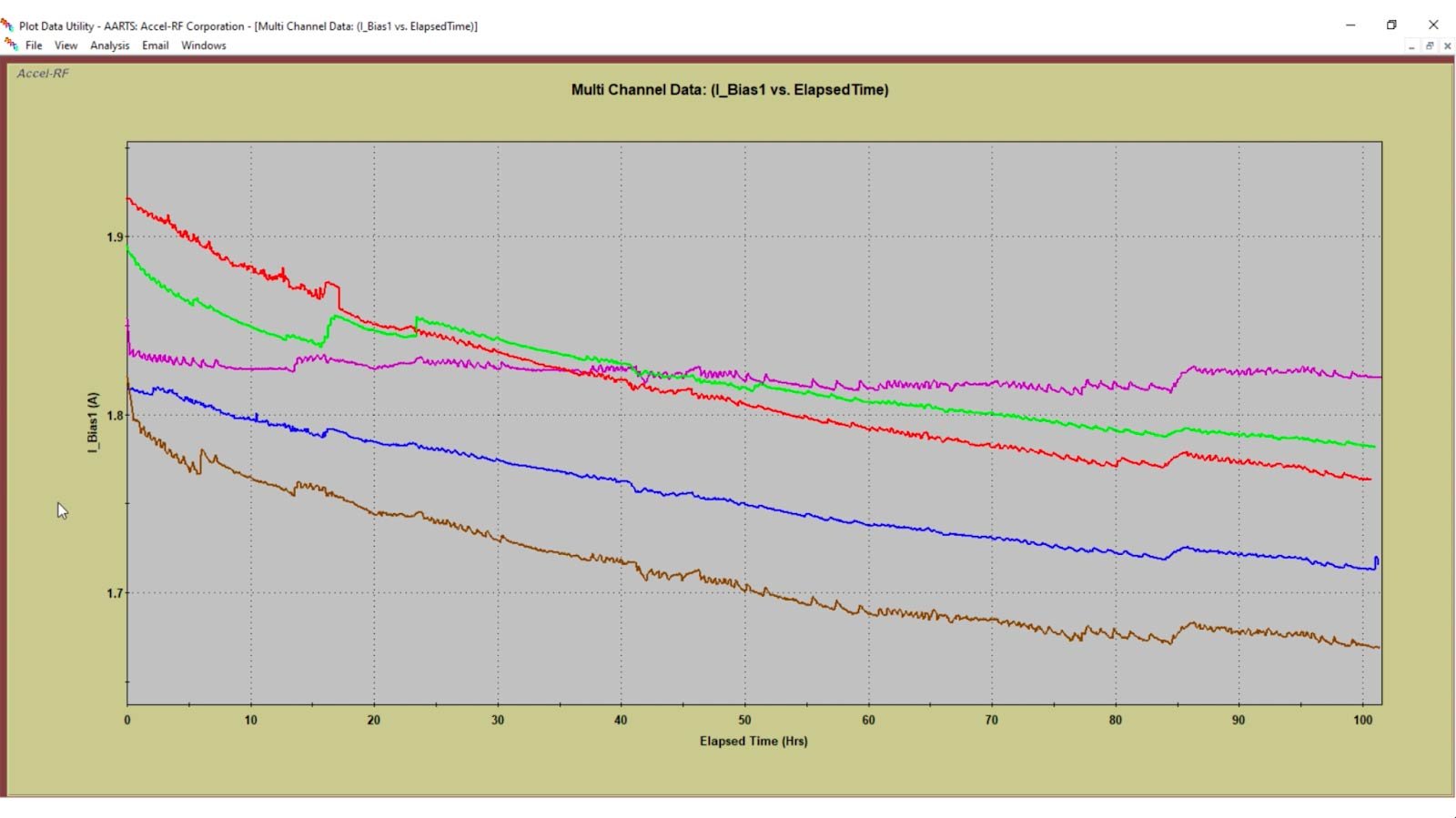
Since many high-power GaN parts need to last millions of hours in the field, one of the key components of generating meaningful reliability data is to perform ALT on a statistically significant number of devices for a period of time, typically 100s to 1000s of hours, until parametric failure, catastrophic failure, or another predefined condition occurs. Due to the nature of the Arrhenius equation and the effect of temperature acceleration, the life test data can be used to extrapolate the expected device lifetime.
Once the parts reach the failure criteria, they undergo failure analysis that informs changes to the device structure, e.g., metallization thickness or the way structures are etched and improvements to the fabrication process.
Factors for Successful Accelerated Life Testing
Fixturing
The key to achieving meaningful test data rests in the test fixture “chamber” that allows the part to operate with DC and RF signals applied and measured at extremely high temperatures. The fixture must have a large amount of thermal isolation between the device mounting area and other components used in the RF circuit design. The performance of key fixture components, such as the RF connectors, substrate material, and passive components used for impedance matching and stability, can shift with temperature. Thermally isolating these elements from the extreme temperatures the Device Under Test (DUT) is subjected to will help maintain performance and prevent unwanted oscillations over the course of the test.
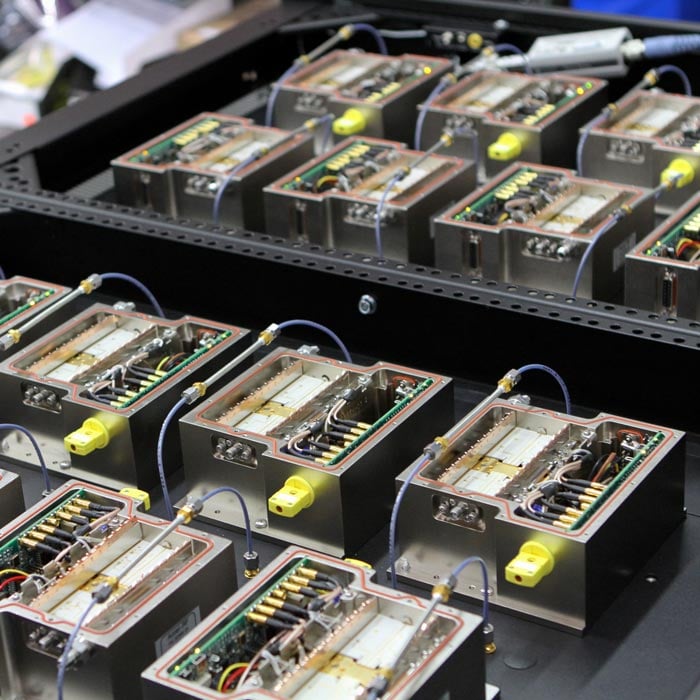
Multi-Channel Support
Statistics drive the accuracy of reliability testing, so the number of devices tested correlates directly with the mathematical meaningfulness of the test. Employing a test system with multiple channels provides the ability to analyze larger sets of devices instead of performing tests one device at a time. Multi-channel test systems offer manufacturers a distinct time advantage in quickly characterizing devices.
DC and RF Testing
Many companies can’t resist the temptation of substituting less complex and lower-cost DC testing when RF testing is required. A pernicious myth says that the testing results will be the same, so it’s a smart move. DC testing alone might produce some reasonably accurate lifetime prediction data, but that does not tell the whole story for manufacturers producing devices that process signals in the RF spectrum.
DC testing plays a vital role in verifying the intrinsic reliability characteristics of newly designed ICs. It costs less and is easier to implement because the additional RF source and measurement components are eliminated. Characterizing a semiconductor device, even devices designed to work in an RF application, with basic DC bias and swept DC parametrics is crucial for determining that the fabrication process and the resulting device structures are working as expected. DC bias tests can reveal fabrication defects and design characteristics that are out of performance tolerance in the semiconductor. DC cannot, however, take the place of RF testing to determine the suitability of an RF device for a given application. Manufacturers wishing to stay competitive in quickly changing markets must adopt a strategy that leverages both RF and DC testing to achieve complete results.
Maintaining a stable RF source over time is also a critical factor in RF ALT. Variation in the RF energy into and out of the device or drift in external temperature will have a detrimental effect on the test. Therefore, consistency in the RF supply and fixture to account for temperature changes to outside influence is vital to accurate test data.
Software and Analysis
An often overlooked component of ALT and reliability testing, generally, is having an integrated software tool that facilitates seamless data acquisition and analysis. Testing an array of devices under various stimulus conditions requires a robust and flexible hardware control system. The software must seamlessly configure the hardware for sophisticated biasing techniques, RF signal injection, and temperature control.
Once the equipment starts testing at the desired parameters, all of that rich data needs to be ingested by the software and extrapolated for value. Powerful data analytics are needed to prove device reliability by determining the mean time to failure and the distribution of a particular failure over time and temperature. Developing a software solution that easily obtains and presents the reliability data can be challenging.
Accel-RF Accelerated Reliability Test Instruments
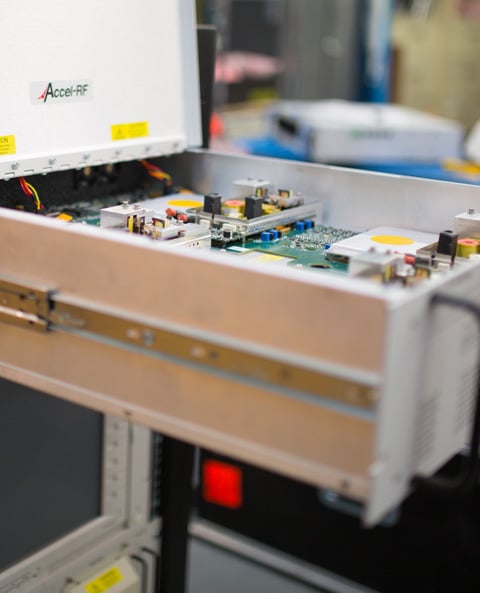
The expense of purchasing and maintaining the multiple pieces of test equipment needed to run all the required tests to meet multiple benchmarks adds up quickly. Companies that attempt in-house testing development typically struggle to keep up with the rapid pace of the changing and new uses for each device. A unique approach developed by Accel-RF is as elegant as it is economical: a modular design for device testing. This method allows companies to purchase one primary device testing unit and configure it as needed for different testing standards by adding more economical modules.
The Accel-RF Automated Accelerated Reliability Test Station (AARTS) systems are designed to stress devices with RF, DC, and thermal stimuli. The systems were also designed from inception to include RF stimulus – it was not added as an afterthought. This turnkey test system includes fully integrated software and hardware to control several independently controlled test positions. Precise measurement and monitoring of test devices can be fully automated with the industry-standard LifeTest software. Various frequency ranges (including mm-wave), power levels, and modulation types are supported.
Accel-RF systems feature multiple channels that can be individually configured at the fixture level to run specific analyses on each DUT. However, frequency parameters must be set in functional groups of eight. So a sixteen-channel system could test devices at two different frequencies simultaneously, one frequency setting for channels 1 - 8 and a second setting for channels 9 - 16. This capability gives chip makers attempting to enter various markets with a single device a significantly reduced time investment.

Accel-RF HTRB Test Equipment
Key design features of the industry standard Accel-RF AARTS platform have been redeployed to provide a precise and economical HTRB test solution. The modular and adaptable configuration allows testing of any semiconductor technology in various package types using world-class fixturing techniques. Precision-controlled heater elements are used rather than an oven-based approach to provide finite temperature resolution and greater test flexibility. Multi-channel test drawers stack within a rack to provide maximum channel density with a minimal lab footprint.
The DC bias in this fully turnkey system is provided by power control units (PCU modules) embedded and controlled through the LifeTest software and system controller. The HTRB Tester supports the optional integration of a Semiconductor Parameter Analyzer (SPA) for automated in-situ characterization measurements.
Accel-RF High Voltage Test Systems
The Accel-RF Power-Switching Test System can measure reliability under various conditions for switching power applications up to 1kV (off) and 25A (on) at rates up to 1-MHz switching frequency, dependent on voltage. By leveraging technology developed for the RF burn-in tray platform with new fast switching measurement techniques, this system can support the testing of multiple devices under elevated temperature stimulus in a small physical area and offers the flexibility to test both soft- and hard-switching applications. The Accel-RF Power-Switching System is the most flexible and accurate power switching platform available on the market.
The HighVoltage Soft-Switching Module handles all of the dynamic switching between the high-current and high-voltage modes, including the charging and discharging of the device capacitance. Thus, the device leakage current at high voltage and ON resistance at high current may be measured without residual thermal effects that would exist were the device to do the switching.
In the case of the hard-switching test, the challenge is simulating a large “load” condition without having to dissipate that power locally. Accel-RF has developed a technique using recirculating currents in which the device and load operate in tandem to emulate the full stress on the device under test (DUT) while only dissipating the power that would normally be residual in the application (i.e., a high-power load is not required).
As is evident in either scenario, accurate measurement of the instantaneous high-voltage and/or high-current values in the fast switching (up to 1-MHz) environment is highly desirable. Using small aperture track-and-hold techniques, the Accel-RF system can measure synchronized instantaneous ON-state resistance and OFF-state leakage values obtained at user-defined points in the switching waveform. Accel-RF systems include integration of the Keysight B 1505 SPA instrument for making the RDS-ON and current collapse measurements. This allows for easy in-situ characterization of the devices at regular intervals without having to remove the devices to perform characterization on a different test bench.

Accel-RF HTOL Test Systems
Accel-RF offers an array of multi-channel HTOL system options with an integrated software and hardware platform that provides an unparalleled ability to simultaneously test a larger number of devices over a wide array of bias settings and at elevated temperatures. Both DC and RF-HTOL test systems are available to meet all test requirements. This platform is ideal for long-duration HTOL tests, with each DUT being independently temperature-controlled. Testing at an elevated temperature, up to 200°C baseplate, is calibrated to the DUT package reference plane and is precisely controlled throughout the test duration by proprietary software and hardware embedded in the platform. The system is designed to manage the high power dissipations of mature products, such as multistage MMICs and high-power RF devices. Air and water-cooling options are available depending on DUT power dissipation.
The platform is uniquely constructed for application-specific testing. External instruments required for special testing can be easily integrated into the system, such as a signal generator capable of modulation schemes. The platform is delivered with individual, removable RFtest fixtures and interfaces with precision characterization instruments, such as a Semiconductor Parameter Analyzer (SPA).
Accel-RF Burn-In Test Equipment
The modular architecture of the Accel-RF HTOL burn-in system provides the flexibility to qualify multiple device types at a low cost-per-channel and minimal lab footprint. The rack configuration has all power supply control units and PCU modules embedded and controlled through the LifeTest software and system controller. Auto-Bias features for gate/base and drain/collector levels, maximum allowable levels, and on/off sequencing are programmable in the PCU setup. Each channel or DUT is independently measured, but some stimuli are shared between channels in this platform architecture to provide an economical solution for large-scale testing. All temperature control and monitoring are done either individually or through small groups of DUT channels. Temperature setting and control is achieved through the LifeTest software with continuous update and control.


Accel-RF IOL Equipment
Accel-RF offers a multi-channel benchtop system with an integrated software and hardware platform that provides an unparalleled ability to simultaneously test a larger number of devices over a wide array of bias settings and at elevated temperatures. This platform is ideal for IOL tests, with each DUT being independently pulse-controlled for DC bias stimulus. The user programs the timing parameters of the cycle period and pulse width to meet their test requirements. Testing at an elevated temperature, up to 300°C, is calibrated to the DUT baseplate and is precisely controlled throughout the test duration by proprietary software and hardware embedded in the platform.
This 12-channel benchtop solution can be cascaded with multiple units to gradually build channel capacity to capture statistically meaningful reliability data. The system features a superior thermal design allowing for higher temperature testing up to 300°C and utilizes speed-controlled fans to maintain precise temperature control. The platform is compatible with the industry-standard RF-ready DC fixture and interfaces with precision characterization instruments, such as a Semiconductor Parameter Analyzer (SPA).
Download: Accel-RF's Technologies & Core Competencies
You understand the risks involved in improper reliability testing. But how do you pitch Accel-RF to your upper management?
We’ve distilled thousands of pages of documentation and sales collateral into a short eBook that explores Accel-RF’s core value propositions. Look it over with your team and bring us in to learn more.
Want the latest from Accel-RF?
Subscribe to our newsletter.
